Endless Improvements

العربية

Abrasive Wear
Wear is the damage to a solid surface, generally involving progressive loss of material, that is due to relative motion between that surface and a contacting substance or substances. This definition would not necessarily exclude scuffing or galling , in which surface material may be displaced but not removed. Sometimes surface damage , which may not involve material removal, is differentiated from wear.
Abrasive Wear:
Abrasive wear is due to hard particles or hard protuberances forced against and moving along a solid surface. The rate at which the surfaces abrade depends on the characteristics of each surface, the presence of abrasives between the first and second surfaces, the speed of contact, and other environmental conditions. In short, loss rates are not inherent to a material.
Abrasion is typically categorized according to:

Mechanisms of Abrasive Wear:
Several mechanisms have been proposed to explain how material is removed from a surface during abrasion. These mechanisms include fracture, fatigue, and melting. Because of the complexity of abrasion, no one mechanism completely accounts for all the loss.
There are various processes that are possible when a single abrasive tip traverses a surface. They include plowing, wedge formation, cutting.
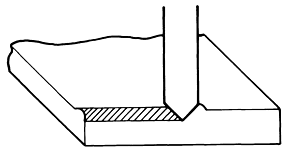
I. Plowing:
Plowing is the process of displacing material from a groove to the sides. This occurs under light loads and does not result in any real material loss. Damage occurs to the near surface of the material in the form of a build up of dislocations through cold work. If later scratches occur on this cold-worked surface, then the additional work could result in loss through micro-fatigue.
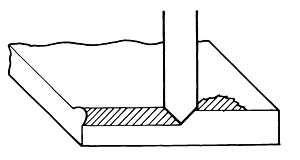
II. Wedge:
When the ratio of shear strength of the contact interface relative to the shear strength of the bulk rises to a high enough level (from 0.5 to 1.0), it has been found that a wedge can develop on the front of an abrasive tip. In this case, the total amount of material displaced from the groove is greater than the material displaced to the sides. This wedge formation is still a fairly mild form of abrasive wear.
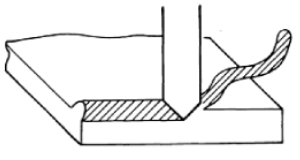
III. Cutting:
The most severe form of wear for ductile material is cutting. During the cutting process, the abrasive tip removes a chip, much like a machine tool does. This results in removed material, but very little displaced material relative to the size of the groove. For a sharp abrasive particle, a critical angle exists, for which there is a transition from plowing to cutting.
This angle depends on the material being abraded. Examples of critical angles range from 45° for copper to 85° for aluminum. Abrasion is not dependent on scratches by carefully oriented abrasive grains.
The degree of penetration was critical to the transition from plowing and wedge formation to cutting. The degree of penetration is defined as depth of penetration divided by the contact area. When the degree of penetration exceeded about 0.2, cutting was the predominant mode of wear.
When an abrasive grain abrades while cutting a surface, the maximum volume of wear [W] that can occur is described by: W = A d
Where; [A] is the cross-sectional area of the groove, and [d] is the distance slid.
The cross-sectional area of the groove [A] is dependent on the abrasive grain shape, and the depth of penetration [p] is described by: A = k p
Where; [k] is constant-dependent on the shape.
In turn, the depth of penetration [p] is again dependent on the shape of the grain; the load [L]; and the hardness of the material [H]:
W
=
k
L
H
The maximum volume of wear that can occur is described by:
W
=
k
L d
H
Many factors affect the constant of abrasive grain shape [k]: the possibility of plowing rather than cutting; the abrasive grain may roll and avoid wear; the abrasive grain may break down and not be effective during the latter part of its contact path; and others.
Commonly, materials are described as having good or bad wear resistance [R] which is simply defined as the reciprocal of wear volume:
R
=
1
W
Effect of Materials Properties on Abrasive Wear:
A variety of material characteristics have been shown to either form a correlation with abrasive wear or have some effect on it. These properties include hardness, elastic modulus, yield strength, melting temperature, crystal structure, microstructure, and composition.
Hardness:
It has been shown experimentally and theoretically that the hardness of a material correlates with its abrasion rate. the hardness inverses linearly related to abrasive wear.
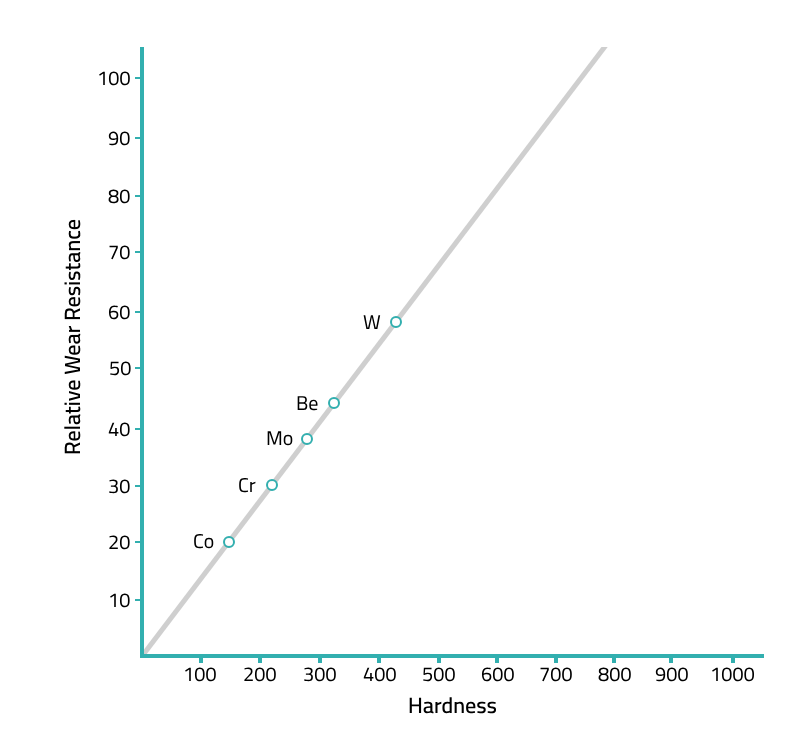
It is generally thought that the surface of a material is work hardened up to a very high level during the process of abrasion. abrasion produced a high hardness that was nearly the hardness of trepanning. In addition, the wear resistance of the metal was proportional to the hardness of the worn surface.
Crystal Structure:
Abrasive wear has also been found to be dependent on crystal structure and orientation. For example, the cubic metals wear at about twice the rate of hexagonal metals, which was attributed to the lower work-hardening rate of the hexagonal metals.
Microstructure:
Austenite and bainite of equal hardness are more abrasion resistant than ferrite, pearlite, or martensite. This is because of the higher strain-hardening capacity and ductility of austenite.
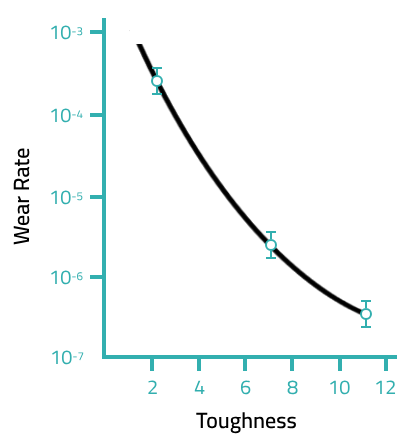
Fracture Toughness:
It has been found that fracture toughness of the material is important in determining abrasive wear for ceramics and, to a lesser degree, white cast irons.
For example, a series of zirconia samples with constant hardness, but varying toughness. The wear decreased with the fourth power of the toughness. This fourth power law applies to a single case of material and test parameters, but it does show the important effect of toughness on brittle materials.
Composition:
Alloying is often used to improved the performance of a material. These additions can take either interstitial or substitutional locations. Adding carbon to iron is a good example of an interstitial addition used to improve abrasion resistance. For substitutional alloy systems, the abrasion of alloys with complete solid solubility, such as Hf-Zr, Cu-Ni, and Cr-V, follows a law of mixing, where the abrasion is proportionate to the amount of each alloy.

Effect of Environment on Abrasive Wear:
In addition to the properties of a material, the environment affects wear. As stated earlier, abrasion loss rates are not intrinsic to a material. Environmental factors that effect abrasive loss include, but are not limited to:
Abrasive Characteristics:
Changing the abrasive will change the wear rate. The abrasive characteristics include; critical angle, hardness, toughness, and size of the abrasive.
Temperature:
It might be expected that abrasive wear would increase as the temperature rises, because the hardness and yield strength decrease. Instead, for aluminum and copper , when the temperature was increased from ambient to 400°C, very little change in the abrasive wear rate was observed.
Speed of Contact:
The rate of abrasive wear has been found to slightly increase with increasing speed in the range from 0 to 2.5 m/s.
Load:
Abrasive wear has been shown to be proportional to load. This proportional effect breaks down when the load is high enough to fracture the abrasive particles. If the forces do fracture the abrasive particles and create new sharp points, wear can increase. If the abrasive particle points are rounded, wear will decrease.
Corrosive Effects:
Abrasive wear is often enhanced by corrosive conditions, particularly a low pH. A synergism often occurs between abrasive wear and corrosion. The abrasion creates fresh surfaces that rapidly corrode, and the normally protective corrosion layer is removed by abrasion.

Facebook Comments