Endless Improvements

العربية

Corrosion Inhibitors and Rust Preventatives
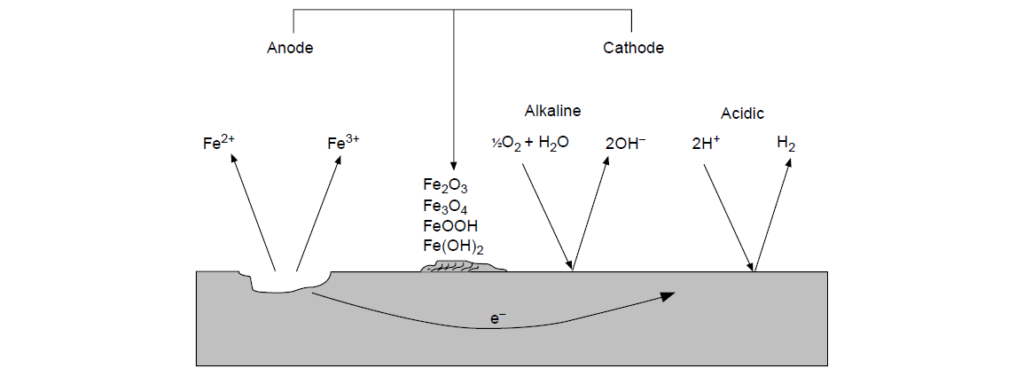
Corrosion is a chemical or electrochemical reaction between a material, usually a metal, and its environment, which produces a deterioration of the material and its properties. For our purposes, it is instructive to envision corrosion as an electrochemical process in which the metal is oxidized at the anode, and a reduction takes place at the cathode. Depending on the pH of the system, the cathodic reaction can produce either [H2] in acidic media or [OH–] in neutral/alkaline media.
| Acidic media | ||
| Anode: | Fe → Fe2+ + 2e− | Eox = -(-0.44) V |
| Cathode: | 2H+ + 2e– → H2 | Ered = +0.00 V |
| Fe + 2H+ → Fe2+ + H2 | Ecell = +0.44 V | |
| Neutral or alkaline media | ||
| Anode: | Fe → Fe2+ + 2e− | Eox = -(-0.44) V |
| Cathode: | O2 + 2H2O +4e– → 4OH– | Ered = +0.40 V |
| 2Fe + O2 + 2H2O → 2Fe2+ + 4OH– | Ecell = +0.84 V | |
The oxidized metal ions (Fe2+ or Fe3+ in the case of iron) formed at the anode then diffuse through the system to react with either an inhibitor or the products of the reduction process at the cathode. The end result is the formation of corrosion products (scale or rust) of poorly defined stoichiometry. In this standard model, inhibitors are used to prevent either the oxidation of metal or the reduction of oxygen (or H+).
The mechanism of corrosion inhibition has been extensively investigated, and three basic mechanisms are prevalent. The mechanism of inhibition of the process is significantly affected by the pH of the system and ultimately determines the type of protective film that is formed.
Anodic inhibitors (passivating inhibitors or dangerous inhibitors):
Anodic inhibitors produce a large positive shift in the corrosion potential of a metal through the production of a protective oxide or hydroxide film. These can be quite dangerous since they can be corrosive at low concentration and need to be carefully monitored. There are two main modes of action that serve to disrupt the anodic processes.
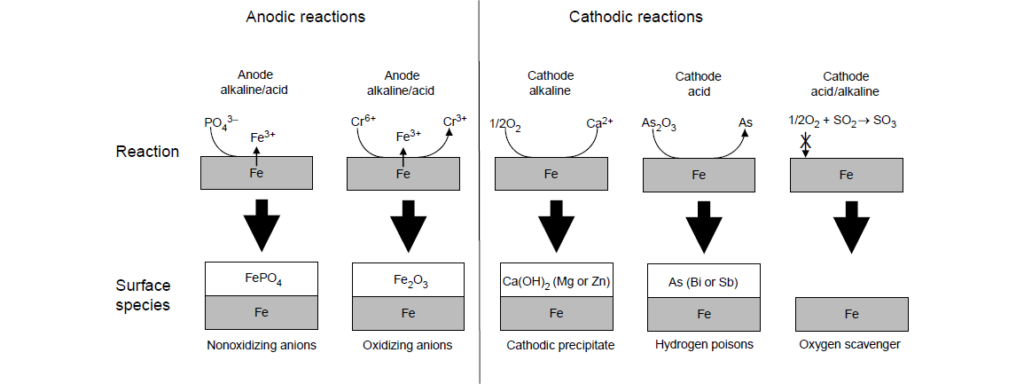
Oxidizing anions. Oxidizing anions passivate a metal in the absence of oxygen. Typical examples include chromates and nitrites, which they function by shifting the potential into a region where insoluble oxides or hydroxides are formed. For example, the commonly used chromates will be reduced from Cr6+ to Cr3+, which in turn oxidizes the Fe2+ on the surface to Fe3+. The Fe3+, which is less soluble in aqueous solutions than the Fe2+, then forms a protective oxide coating and passivates the metal surface.
Nonoxidizing anions. Nonoxidizing anions contain species that need oxygen to passivate a metal. Typical chemistries include silicate, carbonate, phosphate, tungstate, and molybdate. The mode of action appears to promote the formation of a passivating oxide film on the anodic sites of the metal surface.
Cathodic inhibitors:
Cathodic inhibitors act to retard the reduction of O2 or H+ or selectively precipitate onto cathodic areas. Although the cathodic inhibitors are not as effective at low concentration as their anodic counterparts, the cathodic inhibitors are not corrosive at low concentrations. There are three main modes of action that serve to disrupt the cathodic reaction.
Hydrogen poisons. Hydrogen poisons such as As (as As2O3 or Na3AsO4), Bi, or Sb primarily act in acidic media to retard the hydrogen reduction reaction by reducing at the cathode and precipitating a layer of the poisoning metal. Unfortunately, they also promote hydrogen absorption in steel and can cause hydrogen embrittlement if not carefully monitored.
Cathodic precipitates. Cathodic precipitates are used in neutral or alkaline solutions and act to form insoluble hydroxides (such as Ca, Mg, or Zn) that will reduce the corrosion rate where the metal is exposed. Typically when the hydroxyl ion (OH–) concentration increases in the cathodic areas, cathodic precipitates such as the calcium or magnesium carbonates will react to absorb the excess hydroxide and precipitate Ca(OH)2 or Mg(OH)2 on the surface of the cathode which in turn inhibits the reduction of oxygen.
Oxygen scavengers. Oxygen scavengers reduced corrosion by capturing excess oxygen in the system. Typical aqueous oxygen scavengers used for water treatment include hydrazine, SO2, NaNO2, and Na2SO3, but there are also many organic antioxidants based on alkylated diphenylamine or alkylated phenols that are used in lubricating oils to scavenge oxygen, which could also be considered in this category.
Mixed (or organic) inhibitors:
Mixed inhibitors are organic materials (not inorganic ions such as anodic and cathodic inhibitors) that absorb on a metal surface and prevent both anodic and cathodic reactions. These materials are the typical corrosion inhibitors used in lubricating oils and are more difficult to remove by chemical or mechanical action than the monolayer films formed by the anodic and cathodic inhibitors.
Corrosion Inhibitors Mechanism
The basic description of the mechanism for corrosion inhibition is the adsorption of a monolayer of the inhibitor on the metal surface to form a protective barrier. This barrier is impervious to water and prevents contact with the outside environment. The amount of rust prevention depended on a complex interaction of several variables including the lifetime of the adsorbed film, presence of oxygen, thermal and mechanical desorption, solubility (in water), and surface wettability. Subsequently, There is a complex equilibrium between the water on the metal surface and the micellar or solublized water; the concentration of water in the system effects the corrosion inhibition of a sulfonate. the interfacial surface tension also improved the corrosion resistance.
Subsequently, the monolayer of the adsorbed additive was oriented with the polar head adsorbed on the surface and the nonpolar tail closely packed and vertically aligned. The matched chain lengths of the inhibitor and the base stock (e.g., C16-fatty acid matched with C16-alkane) prevent rust due to tight surface packing, which makes the inhibitor more difficult to remove through chemical action. The absorption was accomplished by either an electrostatic (physisorption) or an electron transfer to a coordinate type of bonding (chemisorption). The film was found not only to restrict the access to the surface of aggressive species but also to prevent the passage of metal ions into solution, which restricts the cathodic process to prevent the evolution of H2 or reduction of O2.
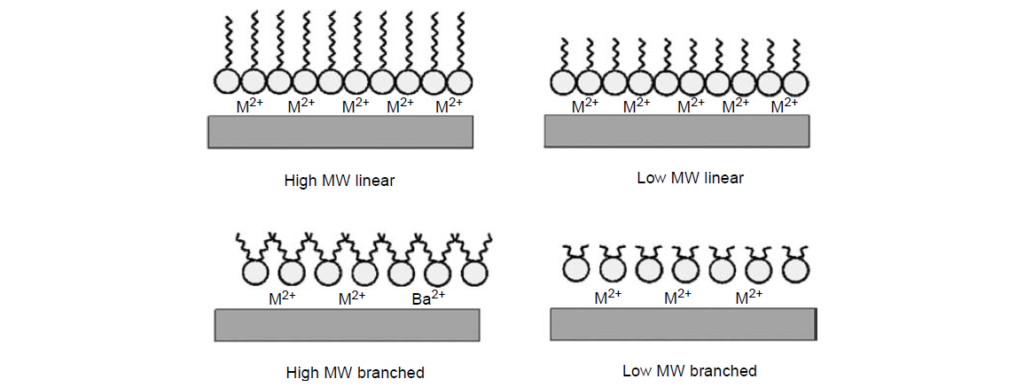
Early studies on rust inhibitors focused on the widely used dinonylnaphthalene sulfonates. It was found that in water-saturated solutions the cation does not effect the adsorption of the sulfonate, whereas in anhydrous solutions the cation possesses a significant effect, where it is proposed that the cation coordinates directly with the oxide film (not solublized in the aqueous phase).
In the general trends for sulfonate, it was observed that the corrosion inhibition of the cations increased in the order: Na < Mg < Ca < Ba.
Overall, it can be stated that a corrosion inhibitor is a substance that forms a protective barrier and creates a mechanical separation between the metal and environment. This barrier cannot be easily removed and prevents transport of aggressive agents from contact with the surface, as well as corrosion products from leaving the surface.
Corrosion Inhibitors Chemistry
Nitrite:
Sodium nitrite (NaNO2) was used as an anodic inhibitor to prevent internal corrosion by water and air in steel pipelines for petroleum products. It was first speculated that the mechanism involved the formation of a tight oxide layer of oxygen and nitrite to prevent corrosion by forming a passivating layer, but subsequently it was proposed that the nitrite accelerated the production of Fe3+ on the metal surface and formed a less-soluble protective barrier than the Fe2+ species.
Historically, nitrites were primarily used in aqueous systems such as water treatment or concrete emulsions as an anodic inhibitors, but subsequently they have also been used in soluble oils for metalworking applications. Since the 1950s, the reaction of amines commonly used in the soluble oils with nitrite was found to form the carcinogenic nitrosamines (R2NNO) under acidic conditions.
| 2HNO2 → N2O3 + H2O |
| R2NH + N2O3 → R2N−N=O + HNO2 |
As a result, the use of nitrites as RPs in metalworking fluids containing ethanol amine carboxylate salts was banned by the U.S. Environmental Protection Agency (EPA) in 1984, and the industry quickly modified their formulations to replace the nitrite with other inhibitors. Typical replacements used were the borate, carboxylate, or phosphate salts of triethanolamine (TEA). Subsequently, it was found that of the three common amine ethoxylates (monoethanolamine [MEA], diethanolamine [DEA], and TEA), DEA was the most prone to the reaction with nitrite, whereas there was no evidence of nitrosamine formation in the TEA-containing soluble oils. Despite low nitrosamine formation with TEA, the use of nitrite has been widely discontinued in metalworking applications.
Chromates:
Chromates are another inhibitor that is part of the class of anodic passivators, which appear to inhibit corrosion through the formation of an oxide coating. Historically, chromates have been used in steel plating and finishing, aqueous corrosion inhibition, and leather tanning, and although there have been attempts to make oil-soluble chromate derivatives, they have not been widely used in lubricants due to their instability in the presence of organics. In water treatment, these products were applied as chromic acid, sodium chromate (Na2CrO4), or sodium dichromate (Na2Cr2O7), all of which contain hexavalent chromium. Subsequently, the hexavalent chromium (Cr6+) was found to be a powerful respiratory carcinogen and possessed high aquatic toxicity. As a result, the use of chromates in aqueous water treatment was banned in 1990, and interest in using them in lubricants has disappeared.
Hydrazines:
Hydrazine (N2H4) has been historically used for water treatment as a corrosion inhibitor and oxygen scavenger. The hydrazine prevents corrosion in a boiler by (1) reacting with O to form N2 and H2O; (2) reacting with Fe2O3 (hematite) to form the harder (passive) Fe3O4 (magnetite), which makes a protective skin over the iron surface; and (3) forming NH3 at high temperatures and pressures to maintain a high alkalinity. Although it has been demonstrated that derivatives of hydrazine can be used to inhibit copper corrosion in sulfuric acid, due to health concerns there relatively few new oil-soluble derivatives have been developed, and the main focus has been to use alternative organic treatment chemicals.
Silicates:
These materials are mainly used as inhibitors in water treatment for potable water due to their low cost. Owing to their poor oil solubility, silicates have limited use as inhibitors in lubricant formulations.
Oxidates:
Oxidates are one of the oldest classes of RP additives and were historically made from oxidized oils, waxes, and petrolatums obtained from the refining process. The production of oxidates can be accomplished by either heating the petroleum product air in a closed vessel in the presence of a catalyst or chemical treatment using nitric acid, sulfuric acid, or KMnO4. Both these methods typically make a combination of polar compounds (including carboxylic acids, esters, alcohols, aldehydes, and ketones), where the total acid number (TAN) of the resulting mixture is between 10 and 200 mgKOH/g and the saponification number (SAP#) is between 10 and 200 mgKOH/g. Typically, commercial grade products possess a TAN of 50 and 100 mgKOH/g and a SAP# of 10 and 50 mgKoh/g. Depending on the application, oxidates can be applied to a surface in various methods as follows:
Aqueous dispersions: The oxidate can be dissolved or suspended in a water-based formulation that is then applied to the surface. Either the water is removed with washing or the film is allowed to dry to make an RP coating.
Solvent based: The oxidate is dissolved in a low-boiling solvent (like naphtha), and the solvent is allowed to quickly evaporate to form the RP coating.
Solid film (typically wax): Either the oxidate is heated to apply the coating as a liquid and then allowed to cool to solidify or the solid oxidate is applied through mechanical methods as a solid at ambient temperatures.
Although these materials can be used as effective RP additives in their acid form, they are typically neutralized to form more effective coatings. It has been found that oxidized wax neutralized with Ca(OH)2 or Ba(OH)2 are effective RPs, and that the use of Ca(OH)2 as a neutralizing agent is effective at preventing gelation. Basic materials that contain CaCO2 have also been found to be effective when combined with petroleum oxidate. The combination of petroleum oxidates and over-based calcium sulfonates has demonstrated both improved lubricity and corrosion protection in forming and engine oils. Additionally, the petroleum oxidates can be neutralized with amines to form the carboxylate amine salts. Although there are various amines listed in the patent literature (piperadines and polyamines), the most common amines used are the simple alkanolamines.
Sulfonates:
The sulfonates comprise a class of compounds that can be derived from petroleum (natural) or synthetic feedstocks. The sulfonic acids are formed in the reaction of SO3 with a feedstock and can be neutralized with various bases to form the Na, Ca, Mg, or Ba salts, all of which have demonstrated activity as RPs in various applications. Additionally, the neutral salts can be over-based by the addition of excess base and carbon dioxide. For example, in the case of a calcium petroleum sulfonate, an excess of Ca(OH)2 and CO3 can be added to the sulfonic acid to form a colloidal suspension of CaCO3 in oil, where calcium sulfonate serves to disperse the CaCO3 in the oil carrier.
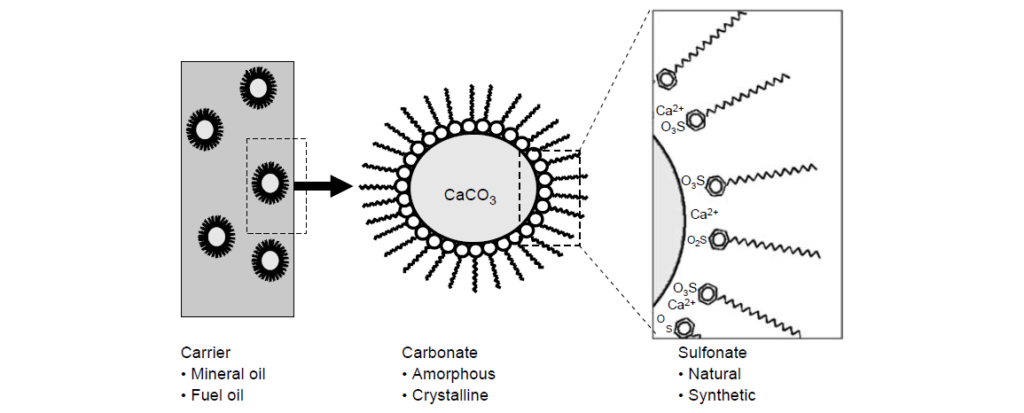
The over-based sulfonates serve a dual role in rust prevention, where the sulfonate acts to form a protective layer, and the calcium carbonate acts to absorb any acidic by-products of corrosion. As a result, a combination of neutral and over-based sulfonates can be a quite effective RP. The two types of sulfonates that are commonly manufactured are as follows:
A natural or synthetic sulfonate can be neutralized and over-based with various cations depending on the application. For example,
Sodium sulfonate: In general, the high equivalent weight (500–550 EW) petroleum or (390–700 EW) synthetic alkylbenzene sulfonic acids are neutralized with NaOH to form sodium sulfonates, which are commonly used in soluble oils for metalworking applications, where the divalent cations (Mg, Ca, and Ba) are detrimental to the stability of the soluble oil. The sodium salts of the synthetic dialkyl naphthalene sulfonates have been used, but their high cost has limited their use in this application.
Calcium sulfonate: Both the synthetic and natural sulfonic acids have been neutralized with CaO or Ca(OH)2 to form the neutral calcium sulfonates, but generally these products are more effective when they have been over-based. The over-based calcium sulfonates can contain either amorphous or crystalline form of calcium carbonate. The amorphous calcium carbonates are easily soluble in oil and are commonly used as a detergent in engine oils, whereas the crystalline form of calcium carbonate, called calcite, typically contains colloidal particles that are too large to be held in suspension in the fluid and precipitate to form a gel or gelled solid and are commonly used in RP coatings and greases.
Magnesium sulfonate: Both the natural and synthetic sulfonic acids can be neutralized with MgO or Mg(OH)2 to form the magnesium sulfonates. Although magnesium sulfonates have not been generally used in RP oils, the over-based magnesium sulfonates are extensively used as fuel oil additives. In particular, the undesirable contaminants in fuel oil such as V and Na can form low-melting corrosive slags on the fi reside of a commercial boiler used for power generation. The molten V2O5 can act as an oxygen carrier and can accelerate corrosion. The addition of the over-based magnesium sulfonate to the fuel oil serves to react with low-melting sodium vanadates to form high-melting magnesium vanadates that increase the viscosity, reduce the oxygen uptake, and counteract the destruction of the protective oxide film. Additionally, magnesium sulfonate reacts with sulfur oxides (SO3/SO2) forming high-melting friable MgSO4, which can be easily removed by washing, whereas the carbonate neutralizes any free acids to reduce the pH and lower the acid deposition rate (ADR).
Barium sulfonate: Both the natural and synthetic sulfonic acids can be neutralized with BaO or Ba(OH)2 to form the barium sulfonates. The barium sulfonates have been found to be effective when both neutral and over-based barium sulfonates are combined in a formulation and applied to a metal surface, where these products are generally used as RPs in mill and slushing oils. The BaDNNS was found to be very effective at low concentrations compared to Ca and Na derivatives, and, in general, the RP effectiveness of the sulfonate increases with ionic radius where Ba > Ca > Mg > Na.
| Type | Solubility | Ionic | ΔHsoln | ΔHlattice |
| Product (Ksp) | Radius (pm) | (kJ/mol) | (kJ/mol) | |
| MgCO3 | 6.82 × 10-6 | 65 | -25.3 | 3180 |
| CaCO3 | 4.96 × 10-6 | 99 | -12.3 | 2804 |
| SrCO3 | 1.1 × 10-6 | 113 | -3.4 | 2720 |
| BaCO3 | 2.85 × 10-6 | 135 | 4.2 | 2615 |
The effectiveness of alkaline earth metals can be correlated to their ionic radius, which is inversely proportional to the solubility of the metal carbonate (and metal sulfonate) of the additive. For example, the large ionic radius of Ba results in a small release of energy (enthalpy of solution) due to the small amount of solvation necessary for this large polarizable cation. As a result, the large cations require more energy to solubilize and are more difficult to remove from a metal surface by a humid atmosphere or aqueous washing.
Carboxylates:
Carboxylates are some of the oldest known corrosion inhibitors and can be made from animal (lanolin, lard, or tallow), vegetable (tall oil fatty acids [TOFAs]), or mineral (naphthenic or aromatic acids) oils and were commonly used in early slushing oil formulations. The carboxylic acids can be neutralized with many exotic cations (such as Bi [54]), but they are commonly reacted with NaOH to form the sodium carboxylate salts.
Owing to their corrosivity in aqueous systems, carboxylates are more typically combined with alkanolamines to form the alkanolamine salts in situ in soluble oil applications for metalworking. In metalworking, the use of the alkanolamine carboxylates provides good coupling with other lubricity additives, enhanced lubricity, and the formation of soft (noncalcium containing) residues, but the alkanolamine carboxylates do suffer from hard water sensitivity, and many shortchained derivatives can cause odor and excessive foaming. The dicarboxylates, which possess good corrosion protection and low foam, can remedy this problem, but they are not popular due to their high cost and poor coupling with other lubricity additives.
In other applications, carboxylates have been used with varying amounts of success, and it had been found that a small amount of the C6–C18 carboxylic acids prevented corrosion in turbines, whereas acids with chain length <C6 promoted corrosion. Additionally, in stamping applications, it was found that a simple fatty acid ester provides good lubricity as well as possesses inherent RP properties.
Alkyl Amines:
The alkyl amines represent the largest and most diverse chemistry of all the RP types and are used in various metalworking and industrial oil applications. The most common alkylated amines that are used include MEA, DEA, and TEA, fatty amines, diamines, phenylene diamine, cyclohexylamine, morpholine, and ethylenediamine, triethylene tetramine (TETA), and tetraethylene pentamine (TEPA). It had initially been recognized that the amine was preferentially adsorbed onto the metal surface and inhibited the reaction of the corrosive species and the metal, but now it is believed that the alkyl amines first displace the water on the metal surface to form a bond between the lone pair on the nitrogen and the unoccupied orbitals on the metal through defects present in the oxide coatings. As a result, the amines provide cathodic protection by creating a barrier and inhibiting H2 formation in acidic environments. In general, it has been found that longer-chained amines are more effective than the shorter-chained amines and that the nucleophilicity of the nitrogen strongly correlates with rust inhibition effectiveness where the tertiary is more effective than the
secondary or primary amine.
Owing to their high volatility and low ash formation, products such as cyclohexyl amine, morpholine, and piperadine can be used as VCIs. In systems that are unsuitable for oil, grease, or hard coatings, they expand in the vapor phase to fill the void space in a metal enclosure to form an extremely thin fi lm over the entire metal surface (including intricate interior parts in a fired engine).
Owing to the absence of inorganic salts (such as the phosphates, borates, or carboxylates), they do not have the tendency to leave dry residues on the surface [64]. They are also commonly found in sweet (CO2) and sour (H2S) gas applications where they volatilize to fill the entire void space of the pipeline.
Unfortunately, it has also been found that the amines tend to cause occupational skin diseases (including irritant and allergic contact dermatitis) in workers exposed to metalworking fluids. In particular, the commonly used mono- and diethanol amines were found to elicit a significant amount of positive reactions, and as a result, they have been largely phased out of this application in favor of the tertiary amines such as TEA. The tertiary amines possess the added benefit of low ecotoxicity and are used environmentally sensitive applications. For example, they are particularly effective in oil fi eld acidizing operations as corrosion inhibitors where they are directly introduced to the outdoor environment.
Alkyl Amine Salts:
Although the alkylamines are commonly used in the gas phase, the amine salts of the carboxylates, borates, and phosphates are most commonly used in metalworking fluids where they are formed in situ by reaction with the corresponding acid. For example, the combination TOFA neutralized with triethanol amine to form the amine carboxylate salt is commonly used as a RP. Each amine salt formed for metalworking and RP applications possesses its own unique chemistry and performance issues, each of which will be discussed.
Amine Carboxylate Salts:
In metalworking formulations, typically tertiary amines such as TEA are neutralized with organic fatty acids to form the amine carboxylates in situ to not only provide corrosion inhibition but also improve lubricity and emulsification. Although there have been many combinations of carboxylic acid and amines proposed, the most effective combinations include the long-chained carboxylic acids from C18 to C22.
Amine Carboxylate Salts:
The borates represent the most chemically diverse and least understood of the RP classes. Although the structure of the borates and borate esters can be written empirically as B(OR)3, where R is a H or alkyl group, the actual three-dimensional structure of the borates are complex chains and rings that contain both sp2 (3-coordinate)- and sp3 (4-coordinate)-hybridized boron species. For example, the species Na2(B4O5(OH)4) contains both sp3 and sp2-hybridized species, where two of the sp2-hybridized B have empty p-orbitals that can be used to bond to an amine or any other lone pair of electrons as well as use the terminal oxygen to form borate ester linkages.
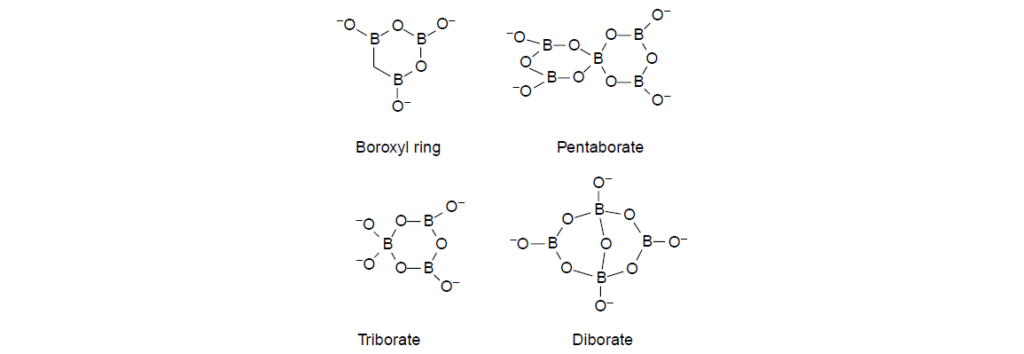
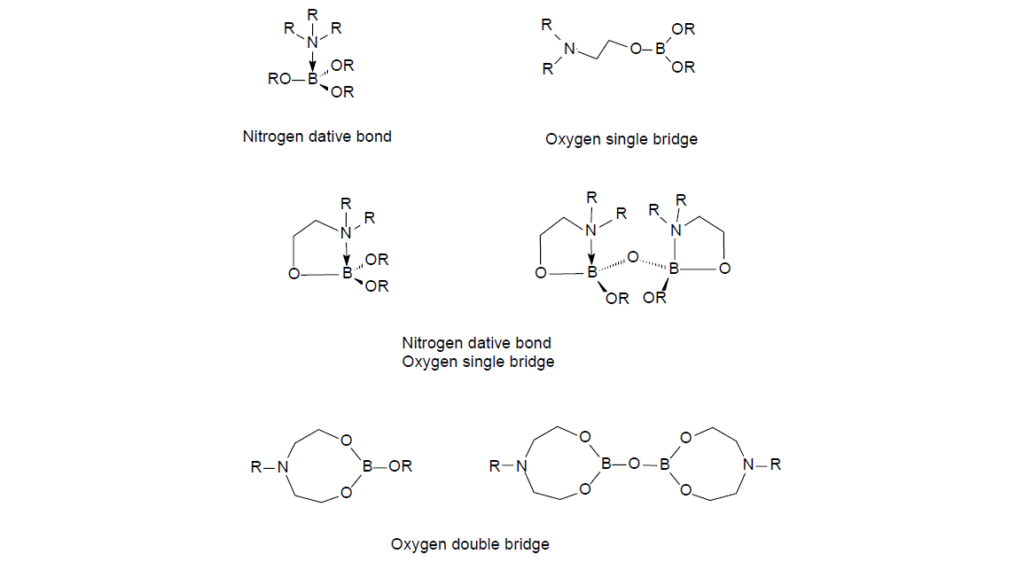
As a result, common ethoxylated amines, such as the triethanol amine, can bond to the borate using four different modes of connectivity (Figure 17.9), which can be described as follows:
The TEA can datively bond to the unoccupied sp2-hybridized orbital of the boron to make the borate salt that is nominatively of the form R3N:B(OR)3.
The TEA can bond through one oxygen on an sp2-hybridized boron to form the monodentate −(N−CH2−CH2−O−B)− bond.
The TEA can datively bond to the unoccupied sp2-hybridized orbital of the boron to make the borate salt and can bond through one oxygen on an sp2-hybridized boron to form the bidentate −(N−CH2−CH2−O−B)− bond.
The TEA can bond through two oxygen on an sp2-hybridized boron to form the bidentate −(N−(CH2−CH2−O)2−B)− bond.
The advantages of the borate salts are their low cost, low toxicity, hard water stability, excellent antiwear, and reserve alkalinity. The large disadvantage is the possible formation of a tacky residue that remains after the part is machined due to the partially dehydrated products such as meta-boric acid and its esters depositing on the surface.
The borates not only serve to inhibit corrosion but have also been found to be bacteriostatic (biostatic) agents, and a large synergistic inhibitory effect has been found when combined with amines. Although the mechanism of the effect is still unclear, it is believed that it may be due to the release of boric acid at low pH that may react to form cis-diols with the ribonucleotides to promote the antimicrobial activity.
Although the borated amines have been cited for use in engine oils, hydraulic fluids, and slushing oils, they are most commonly used in metalworking fluids for both their rust inhibition and biostatic properties
Phosphates:
The phosphating of metals is a well-known technique to improve both wear and corrosion resistance and is primarily used as a surface preparation before painting. The process of phosphate coating is the treatment of iron, steel, or a steel-based substrate with a solution of phosphoric acid or as K, Na, or Ca phosphate salts, in the presence of heavy metal accelerators (Zn or Mg) whereby the surface of the metal is converted to a mildly protective layer of insoluble crystalline phosphate. Phosphating is considered the heart of pretreatment operations in a steel mill and where the top surface of the metal is converted into a highly insoluble, corrosion-resistant coating . The mechanism of this cathodic inhibitor is believed to be the precipitation of a phosphate film on the surface of the steel that prevents the corrosive action of acids and water. Additionally, phosphates have been extensively used in water treatment where the phosphate combines with calcium to form calcium phosphate precipitates.
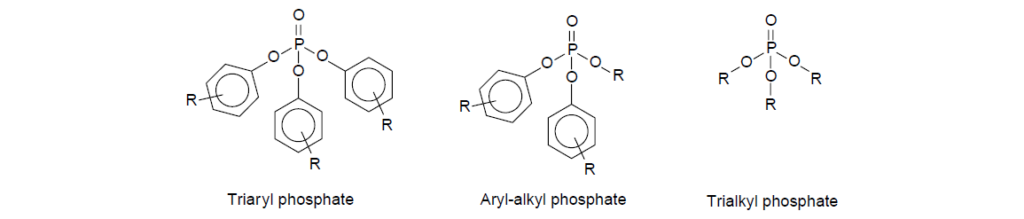
Although the inorganic phosphates (mono-, ortho-, or polyphosphates) are not oil soluble, the phosphate esters can be synthesized to provide oil-soluble derivatives for lubricants. In particular, the tertiary and secondary phosphate esters of the form (RO)3P=O or (RO)2OHP=O, where R is typically an alkylaryl group have been used in slushing oils alone or in combination with other additives. The most common alkylaryl derivatives include the tricresyl phosphate (TCP) and trixylyl phosphate (TXP). Although the trialkyl phosphates (such as tributyl or trioctyl) could be used for this application, the instability of these species due to facile thermal, oxidative, and hydrolytic degradation makes them less desirable as RPs.
The use of phosphates in soluble oils is less extensive, but there are a few examples of trialkyl phosphates being used in drawing and ironing operations. Although the phosphates possess low toxicity and excellent EP/AW and RP properties, their use in soluble oils for metalworking additives has been limited due to their stimulation of microbial growth that can lead to contact dermatitis or worse after prolonged worker exposure.
Phosphates have also been used in combination with amines, and this provides not only additional EP/AW protection but also both anionic (phosphate) and cationic (ammonium) RPs in a single salt.
Another area where phosphates have been extensively used is in aviation turbines in which low ash properties of TCP are desirable. Although the TCP produced in the 1940s and 1950s did possess a considerable amount of triorthocresyl phosphate (TOCP), which increased concerns of neurotoxicity, the TCP now commercially available can have TOCP levels as low as parts per billion (ppb) and are not a significant concern.
Nitrogen Ring Structure:
Although tertiary amines have gained wide acceptance in various RP formulations for their ability to neutralize acids, the nitrogen heterocycles have also found use in many common RP applications. The most common type of nitrogen ring structures are imidazolines, benzotriazoles, thiazoles, triazoles, imidazoles, and the mercaptobenzothiazoles, as well as any of their common derivatives that include a basic nitrogen in their structure. Owing to the volatile nature, these materials can be used as VCIs and are particularly effective in metal equipment such as engine blocks made from cast iron or aluminum. Additionally, the absence of an inorganic salt minimizes the possibility of dry residue formation.
It has also been found that some imidazoline derivatives have low toxicity in the marine environment and are useful in offshore oil and gas production [64,100]. Although the mechanism is still unclear, it appears as if the highly basic nitrogen in the ring structure is converted to a less basic salt (by reaction with organic acids), which renders the molecule less toxic in the marine environment.
Although many amine heterocycles have been proposed, due to their relative low cost and high RP effectiveness, primarily imidazoline and its derivatives have found use in grease, soluble oils, rolling, cutting, drilling, turning, grinding, wire drawing, stamping, and sheathing with varying levels of success. Additionally, the imidazolines can be used alone or combined with a number of organic acids to make the ashless amine salt, which have been demonstrated to be very effective in RP.
Corrosion Testing
RPs can be used in various end-use lubricant applications, and as a result, there are a wide variety of industry standard rust and corrosion tests available to the formulator. Although industrial organizations such as the American Society for Testing and Materials (ASTM) list many commonly performed test methods, there are a host of international (Deutsche Norm Test Methods [DIN], International Standards Organization [ISO], Association Française de Normalization [AFNOR], or Institute of Petroleum [IP]) and Original Equipment Manufacturer [OEM] methods that are commonly used to screen corrosion and RPs. The most common ASTM corrosion testing used for RPs and corrosion inhibitors are:
Oils:
| Description | ASTM | DIN | ISO | IP | FTM |
| Detection of copper corrosion from petroleum products by copper strip tarnish test. | D130 | 51 759 | 2160 | 154 | 791 5225 |
| Standard method for rust-preventing characteristics of inhibited mineral oil in the presence of water. | D665 | 51 355 | 2170 | 135 | 791 4011 |
| Standard test method for water seperability of petroleum oils and synthetic fluids. | D1401 | — | — | — | — |
| Standard test method for rust protection by metal preservatives in the humidity cabinet | D1748 | 50 017 | — | — | 791 5310 |
| Standard test method for iron chip corrosion for water-dilutable metalworking fluids | D4627 | 51 360P2 | — | 366 | — |
| Standard test method for corrosiveness of lubricating fluid to bimetallic couple | D6547 | — | — | 287 | 791 5322.2 |
| Standard practice for operating salt spray (Fog) apparatus | B117 | 50 021-SS | 9227-SS | — | 791 4001.2 |
| Method of acetic acid-salt spray (Fog) testing | B287 | 51 021-ESS | 9227-AASS | — | — |
| Standard method for copper-accelerated acetic acid-salt spray (Fog) testing (CASS Test) | B368 | 50 021- CASS | 9227-CASS | — | — |
| Standard practice for conducting moist SO2 tests | G87 | 50 018- SWF | 3231 | — | — |
Grease:
| Description | ASTM | DIN | ISO | IP | FTM |
| Standard test method for determining the corrosion preventative properties of lubricating grease. | D1743 | — | — | 154 | 791 4012 |
| Standard test method for detection of copper corrosion from lubricating grease. | D4048 | — | — | 135 | 791 5309 |
| Standard test method for corrosion-preventive properties of greases in presence of sea water. | D5969 | — | — | — | — |
| Standard test method to determine the corrosion preventative properties of lubricating greases under dynamic wet conditions (Emcor test) | D6138 | 51 802 | — | 220 | — |
Transport:
| Description | ASTM | DIN | ISO | IP | FTM |
| Standard test method for the evaluation of corrosiveness of diesel engine oil at 121°C | D5968 | — | — | — | 791 5308.7 |
| Standard test method for evaluation of rust preventative characteristics of automotive engine oil | D4048 | — | — | — | — |
ASTM D1401
Water separability characteristics of petroleum and synthetic fluids. This test determines the ability of lubricating fluids, such as rust and oxidation-inhibited industrial gear lubricant, hydraulic oils, and turbine oils that have viscosities in the range of 28.8–90 cSt at 40ºC to separate from water. Although not a standard corrosion test, it is widely used in the lubricant industry to screen potential RP lubricant formulations where in some applications water shedding is desired (slushing and rolling oils), whereas in other applications, emulsification is required (soluble oils for metalworking). The demulsibility characteristics of lubricating oils (ASTM D2711) measures an industrial gear lubricant’s ability to separate from water, similar to the ASTM D1401 method, whereas the demulsibility characteristics of lubricating oils (ASTM D2711) test is primarily used to test medium and heavy-viscosity (ISO 220–ISO 1500) industrial gear lubricants’ ability to separate from water.
ASTM D130
Copper strip corrosion test. This test is used to evaluate the corrosive tendencies of oils to copper-containing materials, while ASTM D4048 is used for grease. A result of 1b slight tarnish or 2a moderate tarnish is considered a passing result in most applications. This test is particularly sensitive to active sulfur (ASTM D1662) and can be easily passed if an inactive sulfur additive is used in the RP formulation.
ASTM D665
Turbine oil rust test. This test is designed to measure the ability of industrial oils to prevent rusting under conditions of water contamination. To pass the test, the specimen must be completely free from visible rust when examined without magnification under normal light. This test was developed for steam-turbine oils and is one of the oldest standard corrosion tests and has found utility in various applications (aviation oils, RP oils, gear oils, and hydraulic fluids).
ASTM D1748
Standard test method for rust protection by metal preservatives in the humidity cabinet. This test method is used for evaluating the rust-preventive properties of metal preservatives under conditions of high humidity at 49°C. The polished steel panels coated with RP oil are hanged vertically in a humidity cabinet where the water vapors from the bottom of the cabinet contact the panel. At different time intervals, the panels are removed from the cabinet and observed visually for any rust or stains. The time is recorded when the rust or stains are observed or alternatively the area percent rust can be noted at a specifi ed time interval. Depending on the application 1000, 2000, or 4000 h are considered passing results.
ASTM B117
Standard practice for operating salt spray (fog) apparatus. Although not a specific method, this practice covers the apparatus, procedure, and conditions required to create and maintain the salt spray (fog) test environment at 35°C. This practice prescribes neither the type of test specimen or exposure periods to be used for a specific product nor the interpretation to be given to the results. As a result, there are many OEM, military, and international variations to this method, and specifications must be agreed by the buyer and the seller. The most common form of this test is the FTM-791C 4001.2; it describes the most common time, temperature, and salt concentrations used for this testing. It is considered as an industry standard test procedure and is used to compare different RP formulations on a relative basis. A typical passing rating can range from 100 to 2000 h, but an absolute number is generally not specified as the test formulation is most commonly related to a standard reference fluid for performance evaluation.
A list of the standard test conditions for the most common RP tests is:
| Method | ASTM D665 | ASTM D1748 | FTM 4001.2 | CASS |
| Type | Rust test | Humidity cabinet | Salt spray | Acetic acid — salt spray |
| Time (h) | 4 | 100 | 24 | 5 |
| Temperature (ºC) | 60 | 49 | 35 | 35 |
| Conditions | Distilled or syn. sea water | Distilled water | 5% NaCl | 5% NaCl + 0.2% acetic acid |
| Test panel | Steel rod | Sandblasted cold rolled steel | Cold finished steel | Cold rolled steel |
| Grade | AISI/SAE 1010 | AISI/SAE 1009C | AISI/SAE 1010 | AISI/SAE 4130 |
| Dimensions | 5″ × 2 × 11/16″ | 4″ × 2″ × 1/3″ | 3″ × 2″ × 1/8″ | 6″ × 4″ × 1/8″ |
ASTM D4627
Test method for iron chip corrosion for water-dilutable metalworking fluids. This method was designed to determine the relative corrosion rate of a water dilutable metalworking fluid by using typical cast iron chips found during machining as the test specimen. The procedure uses ∼2 g of clean cast iron chips that are spread onto a filter paper in a petri dish, the fluid mixture is then pipetted on to the chips, and the dish is covered. After a certain period of time (typically 24 h), the chips are removed, and the paper is examined for staining. The test is typically evaluated as a pass or fail criterion using successive dilutions of a water-dilutable metalworking fluid. There are many slight variations of this basic procedure (IP-287 or DIN 51 360P1 and IP-125 or DIN 51 360P2), and typically, the method is modified to accommodate prevailing conditions of the end user. Results are evaluated by determining the lowest concentration of soluble oil necessary to prevent rust appearing on the filter paper or on the iron chips where typically a concentration of 2–5% is considered acceptable. This procedure remains an excellent low-cost screening tool to evaluate relative effectiveness of an RP in water-dilutable metalworking fluids.
ASTM D6547
Standard test method for corrosiveness of lubricating fluid to bimetallic couple. This test method covers the corrosiveness of hydraulic and lubricating fluids to a bimetallic galvanic couple and replicates Fed-Std No. 791, Method 5322.2. It uses the same apparatus, test conditions, and evaluation criteria, but it describes test procedures more explicitly.
ASTM D1743
Standard test method for determining corrosion preventive properties of lubricating greases. This test method covers the determination of the corrosion- preventive properties of greases using grease-lubricated tapered roller bearings stored under wet conditions. This method distributes a lubricating grease sample in a roller bearing by running a bearing under a light thrust load. This test method is based on CRC Technique L 412 that shows correlations between laboratory results and service for grease-lubricated aircraft wheel bearings.
ASTM D5969
Standard test method for corrosion-preventive properties of lubricating greases in presence of dilute synthetic sea water environments. This test method covers the determination of the corrosion-preventive properties of greases using grease- lubricated tapered roller bearings exposed to various concentrations of dilute synthetic sea water stored under wet conditions. It is based on test method D 1743, which is practiced using a similar procedure and distilled water. The reported result is a pass or fail rating as determined by at least two of the three bearings.
ASTM D6138
Standard test method for determination of corrosion-preventive properties of lubricating greases under dynamic wet conditions (Emcor test). This test measures the ability of a grease to protect a bearing against corrosion in the presence of water. This test method covers the determination of corrosion-preventive properties of greases using grease-lubricated ball bearings under dynamic wet conditions. It is a dynamic test where two sets of grease-coated bearings are immersed in water and a series of running and resting periods are in rotation. At the end of the test, the raceways of the bearing outer rings are inspected for rust and evaluated. This method is equivalent to IP-220, DIN 51 802, and the Emcor/SKF water wash test.
ASTM B368
Standard test method for copper-accelerated acetic acid salt spray (fog) testing (CASS test). Although the ASTM B368 method is typically used for hard coatings (galvanized or painted surfaces), extended outdoor exposure oil and soft coatings can be tested as an alternative to the milder conditions of the salt spray (fog) method. In ASTM B368, the corrosiveness of the standard salt spray test is increased by lowering the pH or increasing the operating temperature. Several domestic automotive OEMs have their own versions of this test (Ford BG105-01 and GM 4476P), which address their own specific materials requirements.
ISO 6988
Metallic and other nonorganic coatings, sulfur dioxide test with general condensation of moisture. The Kesternich Cabinet (with SO2 added) is used for metallic and organic hard coatings for long-term outdoor exposure. The Kesternich test simulates the detrimental effects of acid rain and the test calls for dissolving sulfur dioxide in distilled water. The chamber is heated for 8 h at 100% relative humidity. After 8 h, the chamber vents the excess sulfuric dioxide and returns to room temperature. The cycle is repeated every day, and the results are reported as pass/fail after specified duration after a visual inspection for rust.

Facebook Comments