Natural gas, the most volatile fraction of crude petroleum, is usually associated with oil-producing wells as a by-product – often unwanted. The gaseous components associated with crude petroleum vary with the individual production oil field.
Gaseous component
Chemical formula
Percentage
Methane
CH4
85 – 95
Ethane, propane, butane
C2H6, C3H8, C4H10
2 -10
Carbon dioxide
CO
0 -10
Nitrogen
N2
1 – 5
Hydrogen sulphide
H2S
0 – 5
Composition of Natural Gas
The proportion of natural gas in a petroleum reservoir is related to the reservoir formation temperature, with higher temperatures leading to higher gas concentrations. Some reservoirs contain mainly natural gas, in some cases as nearly pure methane. Methane is a very effective energy source with environmental benefits especially in reducing combustion-derived emissions as it is the cleanest burning hydrocarbon. However, transportation and storage can be difficult and expensive especially when gas reservoirs are in isolated places.
GTL technology has been under development for many years but, except for some earlier special cases in South Africa and Germany, significant commercial developments have taken place since the 1990s. The driving forces of the more recent developments include recognition of the need to exploit remote gas reserves, the need for cleaner burning fuels to meet emissions legislation and developments in GTL technology that have improved conversion efficiencies and reduced costs. Whilst the primary focus for GTL is on fuels, lubricant base stocks have been produced commercially (Shell Middle Distillate Synthesis in Malaysia) and more developments are planned that include the production of lubricant base stocks.
Gas to Liquid technology
Production of lubricant base stocks from natural gas requires three steps:
1. Syngas formation, a mixture of carbon monoxide and hydrogen:
Depending on the purity of the gas feedstock, there may be pre-treatment of natural gas to remove impurities such as sulphur compounds that will poison catalysts used in subsequent processes. There are three common technologies in use to convert natural gas into syngas:
steam methane reforming (SMR):
Steam and natural gas are reacted at high temperature (800–1000°C) and moderate pressure (20–30 bar) over a nickel catalyst supported on alumina.
CH4 + H2O → 3H2 + CO
CO4 + H2O → H2 + CO2
CH4 + CO2 → 2H2 + 2CO
The second reaction, the water shift reaction, is slightly exothermic and always occurs in SMR, the other reactions are endothermic. The main disadvantage of the SMR process is that it tends to produce syngas with too high a ratio of hydrogen to carbon monoxide for the subsequent Fischer–Tropsch synthesis. This is overcome by removing the excess hydrogen and/or by using natural gas with a high carbon dioxide content. The key advantage of the SMR process compared with the others is that oxygen or oxygen-enriched air is not needed, only steam.
Partial oxidation (POX):
Methane is partially combusted at high temperatures, 1200–1500°C, under pressure, 140 bar, in the absence of a catalyst.
2CH4 + O2 → 4H2 + 2CO
The hydrogen/carbon monoxide ratio is nearly ideal for the Fischer–Tropsch stage. However, extra oxygen is needed and the high reaction temperatures lead to unwanted by-products such as soot and ammonia, so the syngas has to be chemically scrubbed.
Auto-thermal reforming, ATR:
This process combines elements of both SMR and POX as it uses a catalyst to produce syngas from natural gas in the presence of both steam and oxygen
2CH4 + H2O + 1/2 O2 → 5H2 + 2CO
The temperatures are not as high as in the POX process, ~1000◦C, which, together with the use of steam, leads to fewer unwanted by-products such as soot and ammonia being generated. The hydrogen/carbon monoxide ratio is somewhat high for the Fischer–Tropsch stage but can be adjusted by changing the steam/gas ratio. One modified ATR process uses air rather than oxygen. Other technology developments include the use of ceramic membranes to separate oxygen from air as a more cost-effective air separation process.
2. Production of waxy hydrocarbons from syngas by a Fischer–Tropsch synthesis.
Syngas is converted into linear hydrocarbons in a Fischer–Tropsch synthesis. Iron and cobalt catalysts can be used with or without co-catalysts on a support such as alumina, silica or titania. The real reaction system is much more complex, with side reactions producing olefins and alcohols as well as others. A simplistic reaction description is as follows:
n CO + (2n+1) H2 → CnH(2n+2) + n H2O
There are two generic Fischer–Tropsch processes:
High Temperature Fischer–Tropsch Process [HTFT] at 300–350°C: uses iron-based catalysts and tends to produce relatively low molecular weight species that include olefins and significant levels of oxygenates.
Low Temperature Fischer–Tropsch Process [LTFT] at 200–250°C:uses either iron- or cobalt-based catalysts and produces high levels of waxy paraffins. The catalyst of choice tends to be based on cobalt due to its stability, long life and high activity, although it is more costly.
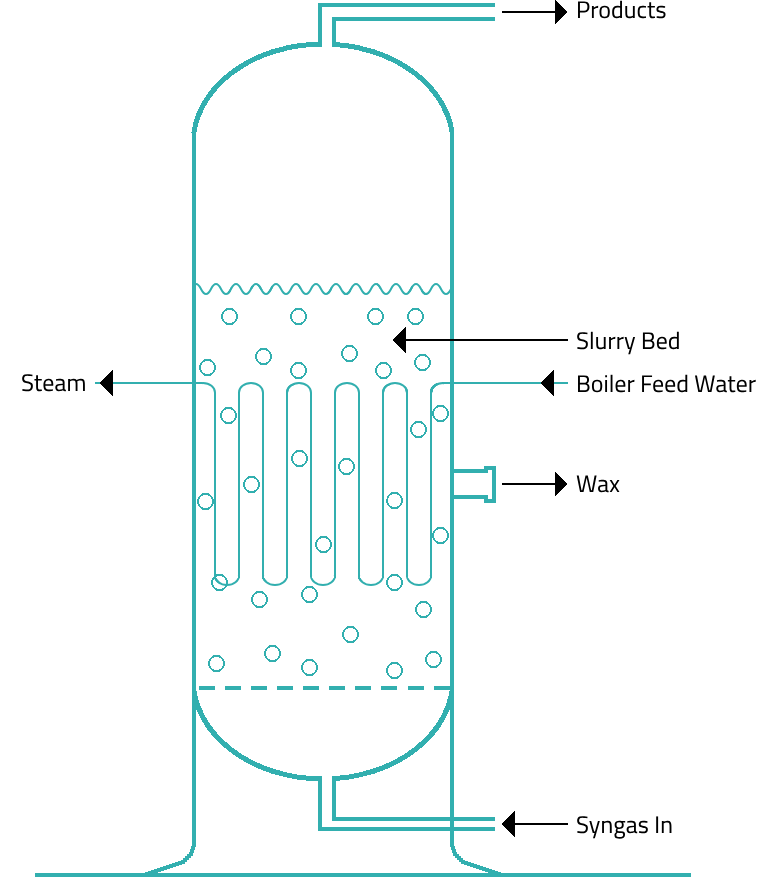
One preferred process uses a slurry phase reactor, SPR, as this allows for very good heat transfer and temperature control. The syngas is introduced at the bottom of a reactor containing a catalyst slurry in a high boiling paraffin. The syngas components diffuse through the liquid phase to the catalyst particles. The higher molecular weight products now form part of the slurry, whilst any lighter by-products pass through the reactor.
3. Wax Isomerization.
In principle, any of the existing processes for upgrading crude oil fractions such as hydrocracking, hydrotreatment and isomerization can be used to convert the waxy hydrocarbons into useful base oils.
GTL Products Properties
The GTL fluids can match the PAOs in Noack volatility, oxidation resistance and thermal stability, whereas the PAOs retain some superiority in their extreme low-temperature fluidity.


Facebook Comments