Friction is the gradual loss of kinetic energy in many situations where bodies move relative to one another.
In moving machinery, friction is responsible for dissipation and loss of much energy. The energy lost to friction is an energy input that must continually be provided in order to maintain the sliding motion. This energy is dissipated in the system;
Primarily as heat: which may have to be removed by cooling to avoid damage and may limit the conditions under which the machinery can be operated.
Some of the energy is dissipated in various deformation processes, which result in wear of the sliding surfaces and their eventual degradation to the point where replacement of whole components becomes necessary.
The need to control friction is the driving force behind its study. In many cases low friction is desired (bearings, gears, The need to control friction is the driving force behind its study. In many cases low friction is desired (bearings, gears, materials processing operations), and sometimes high friction is the goal (brakes, clutches, screw threads, road surfaces). In all of these cases, constant, reproducible, and predictable friction values are necessary for the design of components and machines that will function efficiently and reliably.
Friction Force (F):
It is the tangential force that must be overcome in order for one solid contacting body to slide over another. It acts in the plane of the surfaces and is usually proportional to the force normal to the surfaces, N, or: F = μ N
The proportionality constants is generally designated μ or f and is termed the friction coefficient.
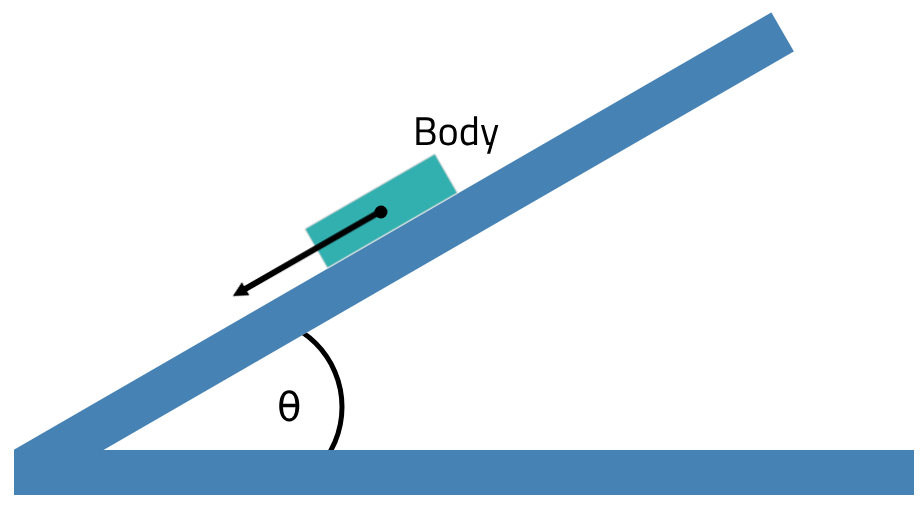
In most cases, a greater force is needed to set a resting body in motion than to sustain the motion; in other words, the static coefficient of friction, μs, is usually somewhat greater than the dynamic or kinetic coefficient of friction, μk.
A body on a flat surface will begin to move due to gravity if the surface is raised to the friction angle, θ, where: μs = tan θ
The friction force is determined by two factors besides the load: the properties of the contacting material and the area of contact. The friction forces are usually not directly predictable because both of these factors depend very much on the particular conditions. For example;
The properties may be significantly different than expected from bulk values because the surface material is deformed, contains segregations, is covered by an oxide layer, and so on.
The real area of contact is usually much smaller than the apparent area of the bodies because real surfaces are not smooth on an atomic scale.
The solid surfaces are extremely complicated because of their topography and chemical reactivity and because of their composition and microstructure, which may be very different from those of the bulk solid. Surface properties, composition, and microstructure may be very difficult to determine accurately, creating further complications.
Topography:
The geometric shape of any surface is determined by the finishing process used to produce it. There will be undulations of wavelengths that range from atomic dimensions to the length of the component. These often result from the dynamics of the particular finishing process or machine used. There may be additional peaks and valleys caused by local microevents, such as uneven deformation of hard microstructural constituents, local fracture, or corrosive pitting. Even after a surface has been carefully polished, it will still be rough on an atomic scale.
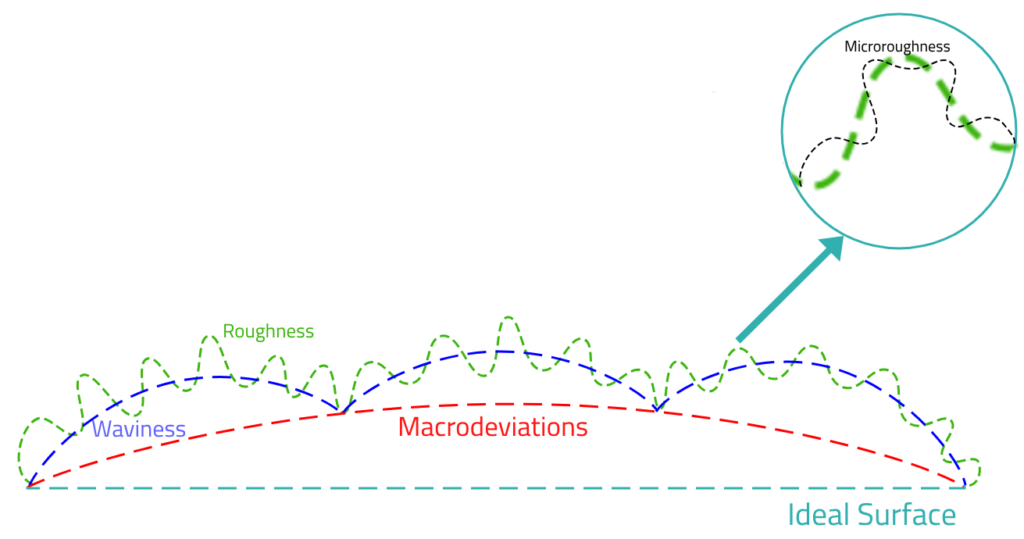
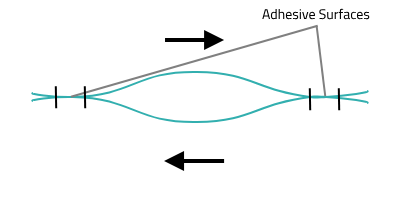
Schematic showing selected types of surface deviations relative to an ideal solid surface
Macro-deviations: are errors from regular surface departures from the design profile, often caused by lack of accuracy or stiffness of the machine system.
Waviness: is periodic deviations from geometric surface, often sinusoidal in form and often determined by low-level oscillations of the machine-tool-workpiece system during machining . Typically, wavelengths range from 1 to 10 mm and wave heights from a few to several hundred micrometers.
Roughness: is the deviations from the wavy surface itself, caused by geometry of the cutting tool and its wear, machining conditions, microstructure of the workpiece, vibrations in the system, and so on. Surface roughness changes as a surface goes through the wearing-in process, but may then stabilize.
Microroughness: is finer roughness super-imposed on the surface roughness. It may extend down to the near-atomic scale and may be caused by internal imperfections in the material, nonuniform deformation of individual grains at the surface, or corrosion and oxidation processes that occur while the surface is being generated or during its exposure to the environment.
The peaks of surface roughness are called asperities. They are of primary concern in sliding friction and wear of materials, because these processes usually involve contacts between asperities on opposing surfaces. Microroughness may affect the forces between surfaces, but has relatively little influence on surface deformation.
Composition:
A surface is usually not completely clean, even in a high vacuum. Some of the events that can take place at surfaces are:
a) Segregation
b) Reconstruction
c) Chemisorption
d) Compound Formation
a) Segregation:
The segregation of alloy species to grain boundaries is a well-known phenomenon that may profoundly affect mechanical properties. Segregation to the surface may also take place for small, mobile alloy or impurity atoms during processing or heat treatment. Significant changes in friction properties have been observed for…
Ferrous surfaces with segregation of carbon, sulfur, aluminum, and boron.
Copper surfaces with segregation of aluminum, indium.
b) Reconstruction:
Reconstruction takes place when the outermost layers of atoms undergo a change in crystal structure. Examples include evaporation of silicon from a SiC surface upon heating, leaving behind a layer of carbon, and conversion of diamond surface layers to graphite or carbon during rubbing. Reconstruction may result in substantial changes in friction coefficient, but the fact that reconstruction has taken place may be evident only after careful characterization of the surface layers.
c) Chemisorption:
Chemisorption readily occurs on clean surfaces. Adsorbed species include water molecules from atmospheric moisture and carbon and carbon compounds also derived from the atmosphere or from lubricants used during operation or manufacture.
d) Compound Formation:
Chemical compound formation may take place when surface comes into contact with a different solid, a gas, or a chemisorbed species. Without any tribological contacts, a surface will readily acquire a layer of oxide or hydroxide due to reactions with ambient moisture and oxygen.
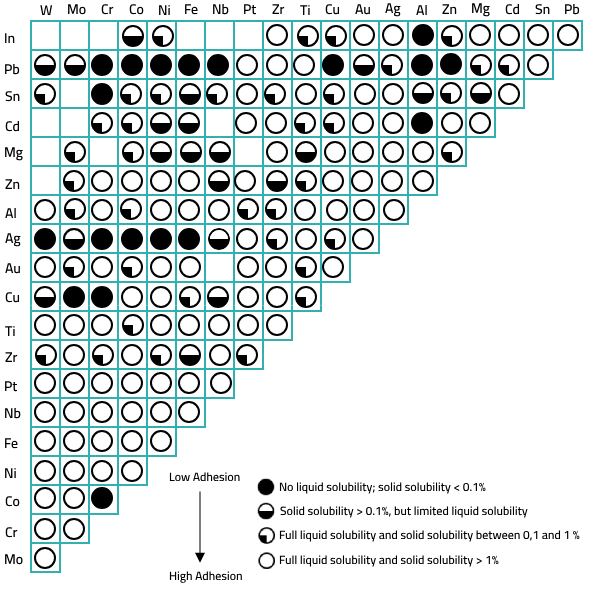
It is well known, for example, that friction between two metals that can form alloy solutions or alloy compounds with each other generally is greater than if the two are mutually insoluble.
This fact has been used by Rabinowicz to develop a generalized “map” showing which metals can safely slide against one another and which metal couples should be avoided.
Mechanical compound formation is caused by the mechanical allowing of metallic wear particles and surface debris to form solid layers or segments of layers. A layer that forms preferentially on one of the sliding surfaces is often called a transfer layer.
Basic Mechanisms of Friction:
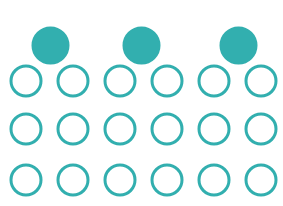
When two metal surfaces are brought close together at a distance of a few atomic diameters, the contacting surface asperities undergo elastic and plastic deformation to accommodate the stresses. Friction force can be divided into two components: an adhesion term, Fa and a plowing term, Fp .
1. Adhesion:
The contacting surface asperities cold weld together and form intimate atomic bonds across the interface. The size of the cold-welded area primarily depends on the smoothness of the surfaces and the closeness of their approach. it took significant force to separate the two metal surfaces again.
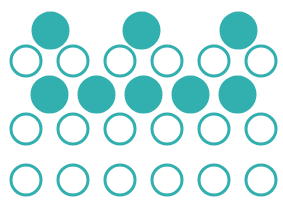
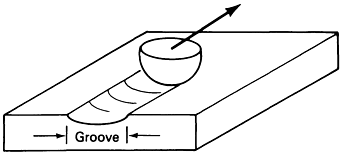
2. Plowing:
If one metal is softer than the other, the hard asperities will produce visible grooves in the softer metal surface by a “plowing” action.



Facebook Comments