Solid lubricants are considered to be any solid material that reduces friction and mechanical interactions between surfaces in relative motion against the action of a load. Solid lubricants offer alternatives to the lubricant formulator for situations where traditional liquid additives fall short on performance. An example is a high-temperature lubrication condition in which oxidation and decomposition of the liquid lubricant will certainly occur, resulting in lubrication failure. Another example is for situations that generate high loads and contact stresses on bearing points of mating surfaces, producing a squeeze-out of the liquid lubricant and a resulting lubricant starvation.
Solid lubricants, used as a dry film or as an additive in a liquid, provide enhanced lubrication for many different types of applications. Typical hot-temperature applications include oven chain lubrication and metal deformation processes such as hot forging. Solid lubricants are also helpful for ambient-temperature applications such as drawing and stamping of sheet metal or bar stock. Solid lubricants are effectively used in antiseize compounds and threading compounds, which provide a sealing function and a friction reduction effect for threaded pipe assembly. Applications involving low sliding speeds and high contact loads, such as for gear lubrication, also benefit from solid lubricants. The solid lubricant effectively provides the required wear protection and load bearing performance necessary from gear oil, especially capable when used with lower-viscosity base oils.
Solid lubricants also assist applications where the sliding surfaces are of a rough texture or surface topography. Under this circumstance, the solid lubricant is more capable than liquid lubricants for covering the surface asperity of the mating surfaces. A typical application is a reciprocating motion that requires lubrication to minimize wear. Another application for solid lubricants is for cases where chemically active lubricant additives have not been found for a particular surface, such as polymers or ceramics. In this case, a solid lubricant would function to provide the necessary protection to the mating surfaces, which would normally occur due to the reaction of a liquid component with the surface.
Graphite and molybdenum disulfide (MoS2) are the predominant materials used as solid lubricants. These pigments are effective load-bearing lubricant additives due to their lamellar structure. Because of the solid and crystalline nature of these pigments, graphite and MoS2 exhibit favorable tolerance to high-temperature and oxidizing atmosphere environments, whereas liquid lubricants typically will not survive. This characteristic makes graphite and molybdenum disulfide lubricants necessary for processes involving extreme temperatures or extreme contact pressures. Other compounds that are useful solid lubricants include boron nitride, polytetrafluoroethylene (PTFE), talc, calcium fluoride, cerium fluoride, and tungsten disulfide. Any one of these compounds may be more suitable than graphite or MoS2 for specific applications.
What are the basic requirements for an effective solid lubricant? Five properties must be met in a favorable way:
1. Yield strength:
This refers to the force required to break through the lubricant or deform its film. There should be high yield strength to forces applied perpendicular to the lubricant. This will provide the required boundary lubrication and protection to loads between the mating surfaces. Low yield strength of the film should be present in the direction of sliding to provide reduced coefficient of friction. This dependency on directional application of forces is considered an anisotropic property.
2. Adhesion to substrate:
The lubricant must be formulated in a manner that maintains the lubricant film on the substrate for a sufficient period necessary for the lubrication requirements. The force of adhesion should exceed that of the sheer forces applied to the film. Any premature adhesion failure will result in a nonprotective condition between the two sliding surfaces that require lubrication.
3. Cohesion:
Individual particles in the film of solid lubricant should be capable of building a layer thick enough to protect the high asperities of the surface and to provide a “reservoir” of lubricant for replenishment during consumption of the solid film.
4. Orientation:
The particles used must be oriented in a manner that parallels the flow of the stress forces and provide the maximum opportunity for a reduction in the coefficient of friction. For this to occur, it is necessary for the dimensions of the particles to be greatest in the direction of low shear.
5. Plastic flow:
The lubricant should not undergo plastic deformation when loads are applied directly perpendicular to the direction of motion. The solid should be able to withstand the intimate contact between the mating surfaces so that a continuous film of lubrication is maintained.
Graphite
Graphite is most effective for applications involving high-temperature and high load-carrying situations. These capabilities make graphite the solid lubricant of choice for forging processes. Solid lubricants such as MoS2 will oxidize too rapidly to be of any value at the typical hot-forging temperature range of 760–1200°C, although MoS2 has a greater lubrication capability than graphite.
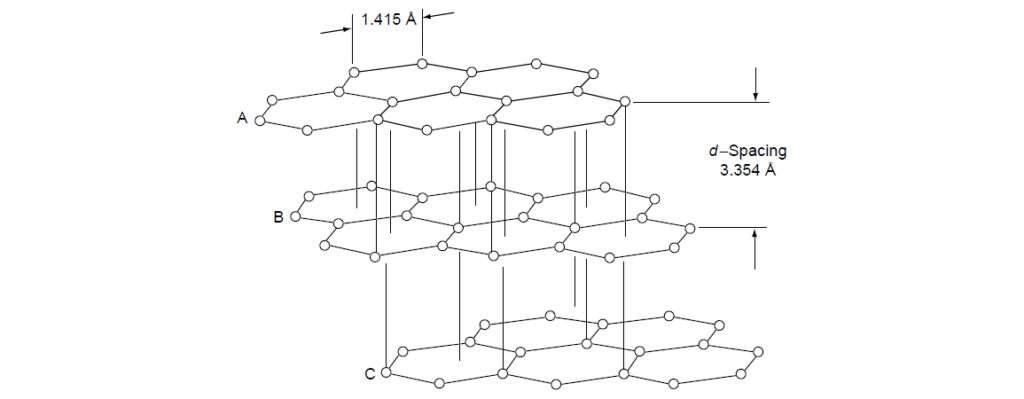
Why is graphite such a good lubricant? The answer lies in the platelet, lamellar structure of the graphite crystallite. Graphite is structurally composed of planes of polycyclic carbon atoms that are hexagonal in orientation. Short bond lengths between each carbon atom within the plane are the result of strong covalent bonds.
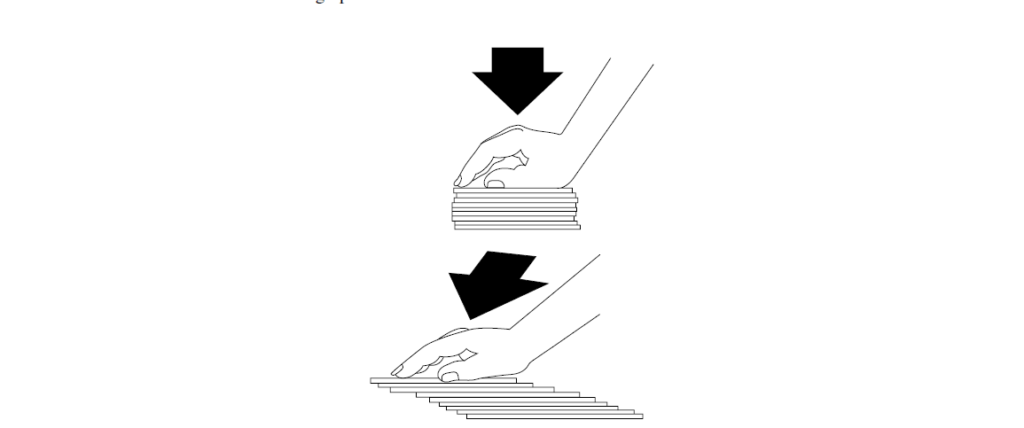
Weaker van der Waals forces hold together a number of planes to create the lattice structure. The d-spacing bond distance of carbon atoms between planes is longer and, therefore, weaker than the bond distance between carbon atoms within the planes. As a force is applied perpendicular to the crystallite, a strong resistance is applied against the force. This high yield strength provides the load-carrying capacity for the lubricant. Concurrent with the force applied perpendicular to the substrate is a sliding force applied parallel to the direction of sliding. The weak bond between the planes allows for easy shearing of the planes in the direction of the force. This creates a cleaving of the planes and results in friction reduction. The lamellar motion of graphite cleavage can be illustrated by the concept of a hand applying a force on a deck of playing cards as. Forces applied perpendicular to the deck are resisted by the stack’s thickness and yield strength. Yet, a far easier force is required to rupture the stack when the force is applied parallel along the face of the deck, resulting in the shearing of the cards. The effects of the lamellar structure of graphite can be observed when sliding conditions are applied onto metal surfaces.
Coefficient of friction data can be generated by various bench test methods for measuring the lubricity of sliding conditions. In comparison to unlubricated or oil-lubricated metal surfaces, graphite provides excellent lubricity.
Test Method
Graphite Film
Unlubricated Metal
Mineral Oil on Metal
Three-ball slider
0.09 – 0.12
0.16 – 0.18
0.15 – 0.17
Bowden–Leben machine
0.07 – 0.10
0.40
0.17 – 0.22
Coefficients of Friction Provided by Graphite Films
Sources of Graphite:
There are many types and sources of graphite. These sources influence the properties of the graphite, which affects the performance of the end product that uses graphite. Graphite is characterized by two main groupings: natural and synthetic.
Natural graphite is derived from mining operations worldwide. The ore is processed to recover the usable graphite. Varying quality of the graphite will be evident from the ore quality and the postmining processing of the ore. High-purity natural graphite will normally be highly lubricating and resistant to oxidation. This is due to the high degree of crystal structure and graphitization usually associated with naturally derived graphite.
Natural graphite of lesser quality is also available. A lower total carbon content and a lower degree of graphitization characterize the lesser quality. The end product is graphite that is more amorphous in nature, with a higher content of ash components, which are mostly oxides of silicon and iron. Lubrication functionality decreases as crystallinity and graphitization decrease. Lubrication functionality also decreases as total ash content of the graphite increases.
Commercially available natural graphite is provided in a variety of grades. The suitability of the grades depends on the intended application and economic constraints. Selecting the type of natural graphite to use is based on the degree of lubrication required for the application, the particle size of the graphite necessary for the application, and the economic constraint. For situations where the lubrication demand is severe, a high-carbon crystalline flake or crystalline vein graphite is desired. The high degree of crystallinity and graphitization provides superior lubrication. A more economical alternative is the lower-carbon-content flake graphite.
For most situations, these types of graphite perform adequately in lubricating conditions that do not require the purity and lubricity of higher-quality crystalline graphite. For occasions where only minor lubricity is needed and perhaps a more thermally insulating coating is required, amorphous graphite would be chosen. Amorphous graphite is also the least expensive of the commercially available natural graphite grades. Combining amorphous and crystalline graphite can also be done to modify the amount of lubrication to suit the requirements of the application.
Amorphous
Crystalline Flake 1
Crystalline Flake 2
Carbon %
85
90 -95
96 – 96
Sulphur %
0.3
0.15 – 0.20
0.1 – 0.7
SiO2 %
6 -7
0.20 – 0.30
0.05 – 0.20
Ash %
10 -15
7 – 10
2 – 3
Mesh
325
325
325
Natural Graphite
Synthetic graphite is an alternative source for lubricating graphite. Synthetic graphite is characterized as primary or secondary grade.
Primary grade is derived synthetically from production within an electric furnace, utilizing calcined petroleum coke as well as very high temperatures and pressures to produce the graphite. The result is usually a product of high purity and can approach the quality of natural graphite flake in terms of percent graphitization and lubrication capability.
Secondary synthetic graphite is derived from primary graphite that has been used for the fabrication of electrodes. This type of graphite is usually less lubricating than natural or primary grades of graphite because of its lesser degree of crystallinity and graphitization and the presence of binding agents and surface oxides that do not contribute to lubrication. Secondary synthetic graphite is perfectly capable of lubricating effectively for many applications that can afford a lesser degree of lubricity. The chief benefit in using secondary synthetic graphite is the cost, with the secondary graphite costing significantly less than primary-grade synthetic graphite or high-purity natural graphite.
Primary
Secondary
Carbon %
99.9
99.9
Sulphur %
trace
0.01
SiO2 %
0.02
0.05
Ash %
0.1
0.1
SyntheticGraphite
Lubrication
Appropriate-quality graphite is able to meet the five criteria for an effective solid lubricant. Graphite possesses the necessary yield strength for successful lubrication. It is able to adhere sufficiently to metal surfaces due to its affinity to metal and its packing within and above the microstructure of the surface. Graphite has a burnishing capacity desirable for lubrication mechanisms that require a “memory” effect. Proper orientation of graphite particles is achieved by the natural tendency for the graphite crystal to orient itself parallel to the substrate and in the direction of lowest shear. The anisotropic characteristic of graphite lends itself well to its lubricating capability and friction reduction property. The planar orientation of the graphite particles on the substrate takes advantage of the anisotropic property. Proper orientation allows the lamellar functionality of graphite where easy shear is achieved along the crystal plane when sliding forces are put along the length of the particles. The high yield strength in graphite is maintained in the direction perpendicular to the direction of shear force, providing for the load-carrying capability.
Graphite is best suited for lubrication in a regular atmosphere. Water vapor is a necessary component for graphite lubrication. It is theorized that water vapor helps to reduce the surface energy of the graphite crystallite. The adsorption of a water monolayer onto the planar surface of the graphite likely reduces the bonding energy between the hexagonal planes of the graphite to a level that is lower than the adhesion energy between a substrate and the graphite crystal. This allows for lamellar displacement of the graphite crystals when shear forces are applied to the graphite film. The result is a reduction of friction and corresponding lubrication. Because water vapor is a requirement for lubrication, graphite is usually not effective as a lubricant in a vacuum atmosphere.
The lubricating ability of graphite as a function of temperature is very good. Graphite is able to withstand continuous temperatures of up to 450°C in an oxidizing atmosphere and still provide effective lubrication. The oxidation stability of graphite depends on the quality of the graphite, the particle size, and the presence of any contaminants that might accelerate the oxidation. Graphite will also function at much higher temperatures on an intermittent basis. Peak oxidation temperatures are typically near 675°C. For these instances, modifying the composition of the graphite mixture may be necessary as a way to control its rate of oxidation.
The thermal conductivity of graphite is generally low. For example, primary-grade synthetic graphite has a conductivity of ~1.3 W/mK at 40°C. Amorphous graphite is even less conducting and is sometimes considered for providing some degree of thermal insulation for specific applications.
Molybdenum Disulfide
Molybdenum disulfide is the second significant solid lubricant widely used in industry. It has been used since the early nineteenth century for lubrication applications. MoS2, also known as molybdenite, is a mined material found in thin veins within granite. Lubricating-grade MoS2 is highly refined by various methods to achieve a purity suitable for lubricants. This purity usually exceeds 98%. MoS2 is commercially available in a variety of particle size ranges.
Property
Value
Bulk hardness
1.0–1.5 Ʊ
Coefficient of friction
0.10–0.15
Color
Blue-gray to black
Electrical conductivity
Semiconductor
Luster
Metallic
Melting point
>1800°C
Molecular weight
160.08
Service temperature
Up to 370°C
Specific gravity
4.80–5.0
Thermal conductivity
0.13 W/mK at 40°C
Characteristics of Hexagonal Molybdenum Disulfide
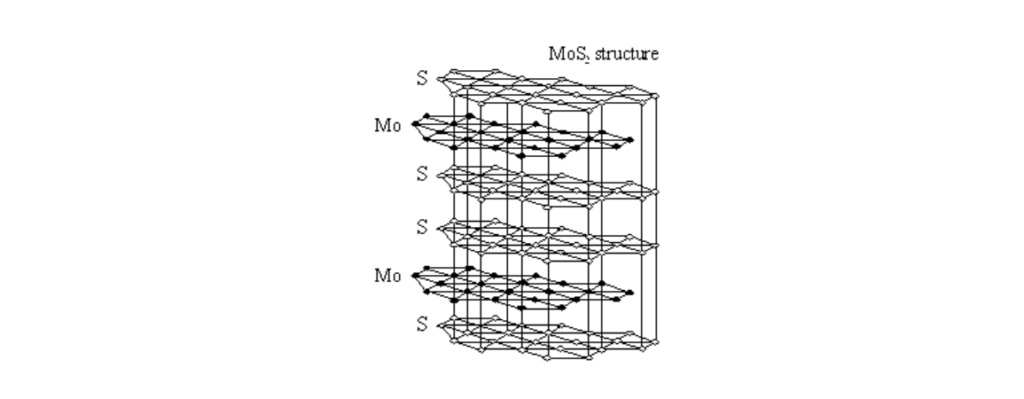
The low friction of MoS2 is an intrinsic property related to its crystal structure, whereas graphite requires the adsorption of water to behave as an effective lubricant. Molybdenum disulfide achieves its lubricating ability with a mechanism similar to graphite. Just like graphite, MoS2 has a hexagonal crystal lattice structure. Sandwiches of planar hexagonal Mo atoms are interspersed between two layers of sulfur atoms. Similar to graphite, the bond strength between the hexagonal planes between the sulfur atoms are weak van der Waal-type bonds when compared to the strong covalent bond between molybdenum and sulfur atoms within the hexagonal crystal.
Orientation of the MoS2 crystallites is important if effective friction reduction is to be achieved. MoS2 has anisotropic properties that are comparable to graphite. When a force is applied parallel along the hexagonal planes, the weak bond strengths between the planes allow for easy shearing of the crystal, resulting in a lamellar mechanism of lubrication. At the same time, the crystal structure and strong interplanar bond forces of MoS2 allow for high load carrying against forces applied perpendicular to the plane of the crystal. This is necessary for the prevention of metal on metal contact for high-load applications such as gearbox lubrication. mechanism of lubrication.
MoS2 scores well in the other criteria for an effective solid lubricant. It forms a strong cohesive film, that is smoother than the surface of the substrate on which it is bonded. MoS2 film has sufficiently high adhesion to most metal substrates, which it successfully burnishes onto the wearing surfaces, thus minimizing metal wear and prolonging friction reduction. This characteristic is an exception, however, with titanium and aluminum substrates due to the presence of an oxide layer on the metal surface, which tends to reduce the tenacity of the MoS2 film.
The lubrication performance of MoS2 often exceeds that of graphite. It is most effective for high load-carrying lubrication when temperatures are <400°C. Another advantage of MoS2 is that it lubricates in dry, vacuum-type environments, whereas graphite does not. This is due to the intrinsic lubrication property of MoS2. On the contrary, the lubricating ability of MoS2 deteriorates in the presence of moisture because of oxidation of MoS2 to MoO3. The temperature limitation of MoS2 is due to similar decomposition issues of the material as that experienced with moisture. As MoS2 continues to oxidize, MoO3 content increases, which induces abrasive behavior and increases coefficient of friction for the surfaces to be lubricated.
The effectiveness of MoS2 improves as contact forces increase on the lubricated surface. Burnished surfaces exhibit coefficient of friction reduction as a function of increasing contact forces. In contrast, graphite does not necessarily exhibit this behavior. The frictional property of MoS2 systems has been reported to be generally better than graphite in many instances, up to the service temperature limitations for the lubricant.
The particle size and film thickness of MoS2 will affect lubrication. Generally, the particle size should be matched to the surface roughness of the substrate and the type of lubrication process considered. Too large a particle distribution may result in excessive wear and film reduction as mechanical abrasion is experienced. Too fi ne a particle size may result in accelerated oxidation in normal atmospheres as the high surface area of the particles promotes the rate of oxidation.
Boron Nitride
Boron nitride is a ceramic lubricant with interesting and unique properties. Its use as a solid lubricant is typically for niche applications when performance expectations render graphite or molybdenum disulfide unacceptable. The most interesting lubricant feature of boron nitride is its high-temperature resistance. Boron nitride has a service temperature of 1200°C in an oxidizing atmosphere, which makes it desirable for applications that require lubrication at very high service temperatures. Graphite and molybdenum disulfide cannot approach such higher service temperatures and still remain intact. Boron nitride also has a high thermal conductivity property, making it an excellent choice for lubricant applications that require rapid heat removal.
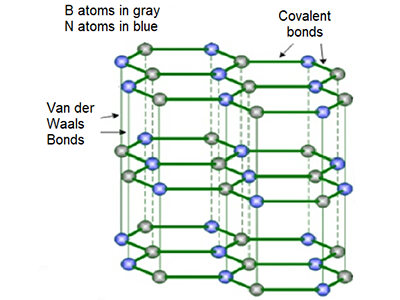
A reaction process generates boron nitride. Boric oxide and urea are reacted at temperatures from 800 to 2000°C to create the ceramic material. Two chemical structures are available: cubic and hexagonal boron nitride. As one might expect, the hexagonal boron nitride is the lubricating version. Cubic boron nitride is a very hard substance used as an abrasive and cutting tool component. Cubic boron nitride does not have any lubrication value. The hexagonal version of boron nitride is analogous to graphite and molybdenum disulfide. The structure consists of hexagonal rings of boron and nitrogen, which are connected to each other, forming a stack of planar hexagonal rings.
As with graphite, boron nitride exhibits a platelet structure. The bond strength within the rings is strong. The planes are stacked and held together by weaker bond forces. Similar to graphite and molybdenum disulfide, this allows for easy shearing of the planes when a force is applied parallel to the plane. The ease of shear provides the expected friction reduction and resulting lubrication. Concurrently, the high bond strength between boron and nitrogen within the hexagonal rings provides the high load-carrying capability that is necessary to maintain metal–metal separation of the substrates. Similar to MoS2, boron nitride has intrinsic lubrication properties. Boron nitride effectively lubricates in a dry as well as a wet atmosphere. It is very resistant to oxidation, more so than either graphite or MoS2, and maintains its lubricating properties up to its service temperature limit.
Commercial grades are available in a variety of purities and particle sizes. These varieties influence the degree of lubrication provided by boron nitride since particle size affects the degree of adhesion to substrate, burnishing ability, and particle orientation within a substrate. Impurities such as boric oxide content need to be considered with respect to the lubrication capability of boron nitride powder since this will influence the ability of the powder to reduce the coefficient of friction for an application. The variation in grades will also influence the thermal conductivity properties and ease of suspension in a liquid carrier.
Property
Value
Molecular weight
24.83
Coefficient of friction
0.2 – 0.7
Color
White
Crystal structure
Hexagonal
Density
2.2 – 2.3 g/cm3
Melting point
>1800°C
Dielectric constant
4.0 – 4.2
Dielectric strength
∼35 kV/mm
Service temperature
1200°C
Thermal conductivity
∼55 W/mK
Characteristics of Hexagonal Boron Nitride
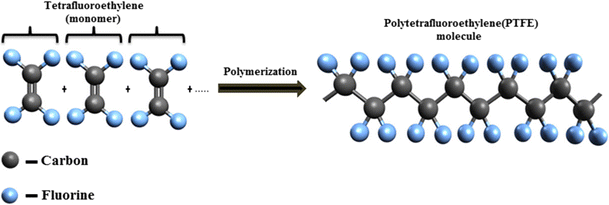
Polytetrafluoroethylene – PTFE
Polytetrafluoro-ethylene (PTFE) has been in use as a lubricant since the early 1940s. Structurally, the polymer is a repeating chain of substituted ethylene with four fluorine atoms on each ethylene unit — (CF2 – CF2)n —
Contrary to the other lubricants discussed, PTFE does not have a layered lattice structure. The lubrication properties are at least partially the result of its high softening point. As frictional heat begins to increase from sliding contact, the polymer maintains its durability and is able to lubricate.
Various grades are produced and applied to specific applications as a result of the properties imparted by the grade. For example, molecular weight and particle size are two characteristics that can alter the performance of the polymer as a lubricant.
The critical characteristic of PTFE—the one it is widely known for — is the outstandingly low coefficient of friction imparted by the molecule. PTFE has one of the smallest coefficients of static and dynamic friction than any other solid lubricant. Values as low as 0.04 for sliding conditions have been reported for various combinations of PTFE films on substrates. The low friction property is attributed to the smooth molecular profile of the polymer chains, which orient in a manner that facilitates easy sliding and slip. It is postulated that the PTFE polymer results in rod-shaped macromolecules, which can slip along each other, similar to lamellar structures.
Property
Value
Coefficient of friction
0.04 – 0.1
Dielectric constant
2.1 – 2.4
Hardness
50–60 Shore D
Melting point
327°C
Density
2.2 – 2.3 g/cm3
Service temperature
Up to 260°C
Specific gravity
2.15 – 2.20
Characteristics of PTFE
Its chemical inertness makes it useful in cryogenic to moderate operating temperatures and in a variety of atmospheres and environments. Operating temperatures are limited to ∼260°C due to the decomposition of the polymer.
One consideration in using PTFE is the cold weld property of the material. This could eliminate its use for some applications where extreme pressure is encountered. Such pressure may result in the destruction of the polymer particle and in the lubrication failure, as the PTFE congeals and fails to remain intact on the rubbing surface.
PTFE finds many uses in bonded film lubrication at ambient temperature. These applications include fasteners, threading compounds, and chain lubrication and engine oil treatments. PTFE is widely used as an additive in lubricating greases and oils, for both industrial and consumer applications.
Although difficult to accomplish due to the low surface energy of PTFE, colloidal dispersions of PTFE in oil or water can be produced. This is useful for applications requiring the stable suspension of PTFE particles in the lubricating medium such as for crankcase oil or hydraulic oil. The nature and feedstock of the PTFE influence the ability to create a stable, non-flocculated dispersion, which is necessary for effective lubrication.
Preparation for Lubricant Application
For a lubricant to be effective, the solid has to be applied in a manner that provides an effective interface between the mating substrates that require wear protection or lubrication.
1. Dry-powder lubrication:
The dry powder can be sprinkled onto the load-bearing substrate. By a combination of the rubbing action from sliding and the natural adhesion properties of the solid lubricant, some measure of attachment to the substrate will occur by burnishing to provide lubricating protection. MoS2 seems to function particularly well from this manner of application, as it has an effective burnishing capability.
The use of free powder has limitations:
The films tend to have a short duration of service since adhesion is usually insufficient to provide any longevity for a continuous application.
The use of dry powder makes it difficult in many circumstances to accurately apply the lubricant to the place intended.
This can be overcome by the use of bonded films. Bonded films can be achieved by use of secondary additives [resin and polymer bonding agents].
Bonded films will provide a strong adhesion to the substrate requiring protection.
It also allows for a more controlled rate of film wear, which depends on the properties of the bonding agent and the film thickness of the bonded film.
Bonded films promote a durable and longer lasting film..
2. Dispersion in a Liquid:
The liquid can be a solvent, oil, synthetic oil, or water. Suspension within a liquid allows for the easy and precise application of the solid lubricant to the intended areas that require protection. Compared to dry-powder application:
Film control is easily achieved through spray, dip, or flow methods onto the substrate.
Environmental cleanliness is also improved since the solid particles are entrapped within a liquid matrix, preventing the airborne dispersion of the particles.
A consideration for liquid suspensions is that the shelf life of the lubricant is limited. Because the particles require suspension within a liquid carrier, eventual sedimentation of the solid lubricant will occur.




Facebook Comments